|
Autor
|
Thema: Hilfestellung bei Spritzgussteil (3881 mal gelesen)
|
THSEFA
Mitglied
Konstrukteur/CAD-Admin

   Beiträge: 1133
Registriert: 27.11.2002 SWX 2020 SP5.0 Premium
Windows 10 Pro 64Bit
Citrix VM
Intel(R) XEON(R) Gold 6146 CPU @ 3.20GHz
24 GB Ram<P>Windows 10 Pro 64Bit
|

 erstellt am: 15. Feb. 2011 14:37
erstellt am: 15. Feb. 2011 14:37  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
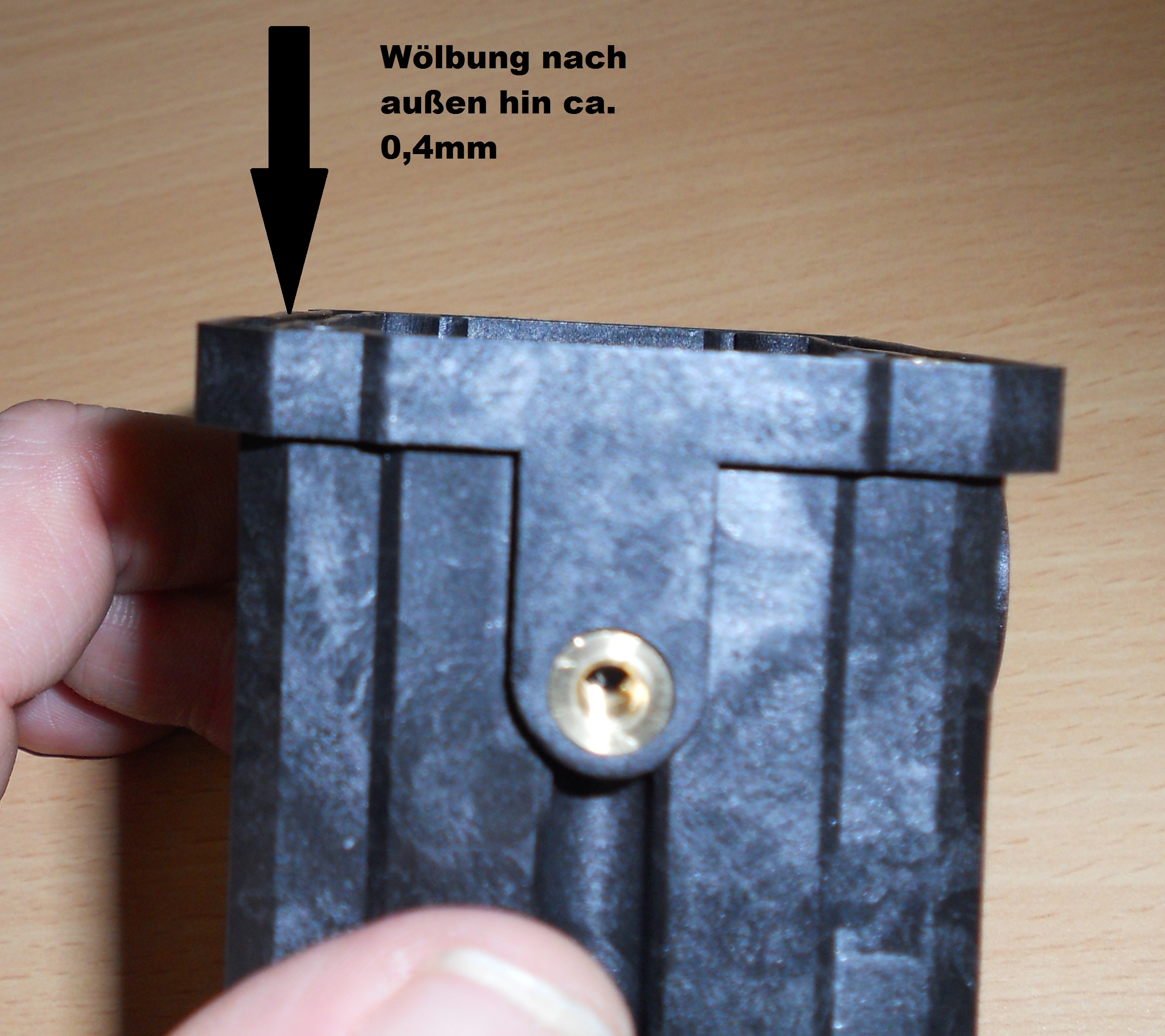
Hallo Allerseits, ich als Newbie in der Kunststoffszene möchte euch um Hilfe bei einem Spritzgussteil bitten: Wir haben ein Teil konstruiert, welches eine umlaufende Nut für einen O-Ring als Dichtung besitzt. Der Boden dieser Nut muss in einer Ebene liegen, so dass bei der Montage vom Deckel der O-Ring gleichmäßig belastet wird. Material soll POM mit 30% Glasfaseranteil sein. Bei den Musterteilen, welche wir von unserem Fertiger bekommen haben, ist dies jedoch nicht der Fall. Er meint, es läge garantiert nicht an der Form, diese sei absolut eben. Es würde an der Konstruktion des Bauteils liegen. Da ich bisher keinerlei Erfahrung bei der Konstruktion von Spritzgussteilen sammeln konnte, möchte ich dies auch nicht vollkommen ausschließen. Bestimmte Umstände lassen mich jedoch zu dem Schluss kommen, dass unser Fertiger gern den schwarzen Peter weiterreichen möchte.  Daher meine Bitte an euch:
Könnt ihr euch mal dass Teil und die Bilder dazu ansehen und sagen, was ihr darüber denkt? Herzlichen Dank schon mal fürs Lesen!  ------------------
Viele Grüße, THSEFA  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
opa2
Mitglied
Dipl.Ing.
Beiträge: 66
Registriert: 22.08.2007 ZB.Kulmann A0+; P4/3,2; 1GB;XP; Geforce 5700; NB P4/1,8; 512MB; GK-ATI7500; MDT5; Think3-9
|
 erstellt am: 15. Feb. 2011 15:03 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
erstellt am: 15. Feb. 2011 15:03 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA 
Guten Tag, bei glasfaserverstärkung wird es immer einen Verzug geben, der nur durch entsprechende Korrektur am Werkzeug ausgeglichen werden kann. Wer die Kosten dafür trägt hängt in erster Linie davon ab, wie die Ebenheit in der Zeichnung definiert wird. Wenn es die Belastungen zulassen, kann der Umstieg auf "Glaskugelfüllung" eine Besserung bringen. Wichtig ist auch, dass die Anschnittgeometrie und der Anspritzort richtig gewählt wurden. Erst dann kann man mit Aussicht auf Erfolg an den Spritzparametern schrauben. ------------------
---> Gruß opa2 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Fyodor
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing.(FH) Maschinenbau

Beiträge: 2660
Registriert: 15.03.2005
|
erstellt am: 15. Feb. 2011 15:32 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Du hast eine (hoffentlich) korrekte Zeichnung zum Fertiger gegeben, der Dir ein Angebot gemacht hat, die Teile genau wie auf der Zeichnung herzustellen, inklusive Einhaltung aller Toleranz- und Form-Angaben. Wenn auf der Zeichnung eindeutig vermerkt ist, daß diese Fläche eben zu sein hat, dann muß er die Teile so liefern. Wie er das löst ist für Dich nicht wichtig, dazu ist er Fachmann und Du nicht. Den wahren Fachmann erkennt man übrigens daran, daß er vor oder bei Abgabe eines Angebots auf zu erwartende Schwierigkeiten hinweist, und eventuell sogar Hinweise zur Lösung der Probleme geben kann. Andere "Fachleute"bieten gerne günstig an, und verlangen für die Änderungen (die sie, im Gegensatz zu Dir kommen sahen) nochmal ordentlich extra. ------------------
Cheers,
Jochen Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
CAD.Knecht
Mitglied
Konstrukteur, Freiberufler
Beiträge: 31
Registriert: 27.10.2007 SolidWorks 2006 SP1.0
SolidWorks 2007 SP3.1
SolidWorks 2008 SP3.0
ProE-Wildfire 2.0/3.0/4.0/5.0
I-deas 13
|
erstellt am: 15. Feb. 2011 16:19 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Hallo, klassischer Problem-Fall beim Spritzguss kann sowas gerade bei GF-Verstärkung schon vorkommen (eigentlich muss es sogar vorkommen) Die Frage ist ist die Zeichnung wasserdicht. d.h. ist die Ebenheit und Oberfläche an dieser Stelle definiert? Die Ebenheit alleine reicht nicht aus für eine gute Dichtkontur, Du musst auch noch definieren das sich an dieser Stelle, keine Kratzer, Riefen oder Auswerferabdrücke befinden dürfen. Rein optisch hat der Fertiger anscheinend ganz gute Arbeit geleistet, denn in dem Teil sind mehrere teils recht massive Materialanhäufungen, die die O-Ring Kontur wohl nicht verzogen haben. Die verzogene Stelle liegt dem Bild an einer Stelle ohne Materialanhäufung. Nachdem das Teil Materialanhäufungen im Bereich der Kontur hat, kann der Fertiger immer mit "nicht Kunststoffgerecht konstruiert" argumentieren. Wenn Ihr die Funktion nicht 100% definiert habt, bleibt nur das verhandeln, vielleicht geht was auf Kulanz oder 50/50 Lösung, der Fertiger wird wohl schon an weiteren Zusammenarbeit interessiert sein. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
CAD.Knecht
Mitglied
Konstrukteur, Freiberufler
Beiträge: 31
Registriert: 27.10.2007 SolidWorks 2006 SP1.0
SolidWorks 2007 SP3.1
SolidWorks 2008 SP3.0
ProE-Wildfire 2.0/3.0/4.0/5.0
I-deas 13
|
erstellt am: 15. Feb. 2011 16:42 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Ach ja, noch ein Tipp, wenn es kritische Konturen oder Maße bei einem Bauteil gibt, bei denen es abzusehen ist das die normalen Toleranzen vieeelll zu grob sind kennzeichne ich diese noch auf der Zeichnung als mit einer Notz z.B. "Anpaßstelle, Kontur bzw. Maß wird nach dem 1.Abguß angepasst". Damit hat
a) der Fertiger bereit im Vorfeld den schwarzen Peter, und
b) er kann seine Formkonstruktion aber dadurch auch so auslegen, das er die endgültige Kontur z.B. durch Nacherodieren der Kontur (Elektrodenform abgestimmt auf das Verzugsverhalten der ersten Schüsse) erreichen kann, das hält die Änderungskosten für den Auftraggeber meist bei Null. Denn jetzt liegt die Verantwortung direkt beim Fertiger Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft

Beiträge: 2643
Registriert: 17.12.2000
|
 erstellt am: 15. Feb. 2011 20:52 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
erstellt am: 15. Feb. 2011 20:52 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Hallo Thomas, das ist genau der typische Fall, wo jeder Formenbauer denkt, das Teil kommt gut raus. Stimmt aber nicht. Wie Du selbst ausgemessen hast, fällt das Teil an den Ecken um 0,4mm ab, und deshalb muss das Teil auf jedenfall vorbombiert werden. D.h. die lange gerade Fläche muss in der Mitte um die 0,4mm hohl liegen, was man aber vorher nicht genau vorhersagen kann. Die Auswerferseite bekommt eine Beule und die Düsenseite wird hohl. Wenn es die Toleranzen zulassen, dann lass das Werkzeug einfach nacharbeiten und Ihr teilt Euch die Kosten. Wenn Du aber wie die Vorredner schon geschrieben haben eine Ebenheit vorgegeben hast, dann hat der Formenbauer den schwarzen Peter und muss nacharbeiten. Ich habe Dir auch eine PM geschickt, da ich diese früher gelesen habe als den Thread. Der Ausgang wie Ihr verblieben seid würde mich interessieren. Wir als Hersteller durften ein komplettes Werkzeug neu herstellen, da wir nicht darauf geachtet hatten und auch keine Erfahrung darin hatten. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 854
Registriert: 06.01.2010 Bricscad Platinum
Shark Pro
Varicad
Cendacam 3.1
Adem CAM
Catia V4
Catia V5
Creo Parametrics
Autodesk Inventor
Autodesk Fusion
|
erstellt am: 15. Feb. 2011 22:43 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Schick mir mal ein Musterteil, ich würde es mir mit etwas mehr Zeit einfach mal anschauen und dann eine Aussage machen. Ich würde auch die 3D-Daten benötigen. Mikroskopie bringt uns weiter in der Untersuchung des Fliessverhaltens, die bestehenden 3D-aten lasse ich mal durch die Simulation laufen. Dann können wir mehr sagen. Bei einem so kleinen Teil sollten die Abweichungen unter 0,4mm liegen, wenn ausreichend voll und wenn ausreichend gekühlt. Ich würde 6 bis 10 Teile benötigen (Anschnitte). Bis dahin ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com
http://www.thorstenstueker.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
opa2
Mitglied
Dipl.Ing.
Beiträge: 66
Registriert: 22.08.2007 ZB.Kulmann A0+; P4/3,2; 1GB;XP; Geforce 5700; NB P4/1,8; 512MB; GK-ATI7500; MDT5; Think3-9
|
erstellt am: 16. Feb. 2011 07:37 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Hallo CadKnecht, ich kann Deine Auffassung, "der Fertiger hat gut gearbeitet" nicht unterstützen. Wenn man wie auf dem Bild, die Glasfaserorientierung so deutlich sehen kann, liegt noch einiges im Argen. Ob das an der zu geringen Werkzeugtemperatur (mind. 100 GrdC) oder an der Anguß-/Anschnittgeometrie liegt, kann ich ohne weitergehende Info nicht sagen. ------------------
---> Gruß opa2 Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000
|
 erstellt am: 16. Feb. 2011 09:44 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
erstellt am: 16. Feb. 2011 09:44 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Hallo Thorsten, Zitat:
Zitat von Thorsten:Ich würde auch die 3D-Daten benötigen. Mikroskopie bringt uns weiter in der Untersuchung des Fliessverhaltens, die bestehenden 3D-aten lasse ich mal durch die Simulation laufen.
die 3D-Daten hängen als Anhang bereits am 1. Beitrag mit dran, so dass einer Füllsimulation von Deiner Seite nichts im Weg steht. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
CAD.Knecht
Mitglied
Konstrukteur, Freiberufler
Beiträge: 31
Registriert: 27.10.2007 SolidWorks 2006 SP1.0
SolidWorks 2007 SP3.1
SolidWorks 2008 SP3.0
ProE-Wildfire 2.0/3.0/4.0/5.0
I-deas 13
|
erstellt am: 16. Feb. 2011 10:27 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
@Opa2 danke, wieder etwas gelernt, das man an der Oberflächenstruktur einen Zusammenhang mit der Werkzeugtemperatur ablesen konnte wusste ich noch nicht. Ich nehme an das es Erstmuster sind und es auch noch von Ferigerseite Optimierungsbedarf gibt. Und bei Erstmustern habe ich schon schlechtere gesehen Ich hätte gerade an dieser Stelle noch andere gröbere Probleme erwartet, da sich oberhalb der Mutter eine Materialanhäufung befindet, die die Dichtkontur meines Erachtens, trotz der hohen GF Füllung hätte etwas einfallen lassen müssen, da das anscheinend nicht der Fall ist, habe ich das dem Fertiger positiv angerechnet. (z.B. durch optimal angelegte Kühlung in diesem Bereich?) Gruß Ralf Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Gerhard Deeg
Ehrenmitglied V.I.P. h.c. i.R.
Konstrukteur aus Leidenschaft
Beiträge: 2643
Registriert: 17.12.2000
|
erstellt am: 16. Feb. 2011 11:20 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Hallo Ralf, Zitat:
Original erstellt von CAD.Knecht:
Ich hätte gerade an dieser Stelle noch andere gröbere Probleme erwartet, da sich oberhalb der Mutter eine Materialanhäufung befindet, die die Dichtkontur meines Erachtens, trotz der hohen GF Füllung hätte etwas einfallen lassen müssen, da das anscheinend nicht der Fall ist, habe ich das dem Fertiger positiv angerechnet. (z.B. durch optimal angelegte Kühlung in diesem Bereich?)
Wenn man das Teil auf dem Bild ansieht gehe ich mit Deinem Gedanken konform. Wenn ich aber das 3D-Modell ansehe, dann hat der Formenbauer einfach einen Schieber weggelassen, denn über der Einlegemutter ist ein Freiraum dargestellt. Dann wäre es keine Einfallstelle. Vielleicht hätte das die Wand auch etwas gestützt, so dass der Abfall nicht 0,4mm gewesen wäre, sondern vielleicht nur 0,2mm. Gruss Gerhard ------------------
Jeder erfüllte Wunsch ist ein Traum weniger
Träume sind die Sonnenstunden der Hoffnung Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
THSEFA
Mitglied
Konstrukteur/CAD-Admin
Beiträge: 1133
Registriert: 27.11.2002 SWX 2020 SP5.0 Premium
Windows 10 Pro 64Bit
Citrix VM
Intel(R) XEON(R) Gold 6146 CPU @ 3.20GHz
24 GB Ram<P>Windows 10 Pro 64Bit
|
 erstellt am: 16. Feb. 2011 12:18 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 16. Feb. 2011 12:18 <-- editieren / zitieren --> Unities abgeben:
Hallo miteinander, zuerst einmal ein dickes Dankeschön für eure Beiträge. Mit eurer Hilfe bin ich schon wieder ein ganzes Stückchen schlauer geworden. Zuerst werde ich versuchen, die entstandenen Fragen zu beantworten: Zitat:
Original erstellt von opa2:
...wer die Kosten dafür trägt hängt in erster Linie davon ab, wie die Ebenheit in der Zeichnung definiert wird...
Zitat:
Original erstellt von Fyodor:
Du hast eine (hoffentlich) korrekte Zeichnung zum Fertiger gegeben...
Zitat:
Original erstellt von CAD.Knecht:
...Die Frage ist ist die Zeichnung wasserdicht. d.h. ist die Ebenheit und Oberfläche an dieser Stelle definiert?
Leider nein! Zwar war in allen geführten Gesprächen dies ein Thema, doch lassen die Angaben auf der Zeichnung dem Fertiger hier genügend Spielraum.:( Zitat:
Original erstellt von CAD.Knecht:
Ach ja,
noch ein Tipp, wenn es kritische Konturen oder Maße bei einem Bauteil gibt, bei denen es abzusehen ist das die normalen Toleranzen vieeelll zu grob sind
kennzeichne ich diese noch auf der Zeichnung als mit einer Notz z.B. "Anpaßstelle, Kontur bzw. Maß wird nach dem 1.Abguß angepasst". ...
Herzlichen Dank, werde ich mir merken! Zitat:
Original erstellt von opa2:
...Wenn man wie auf dem Bild, die Glasfaserorientierung so deutlich sehen kann, liegt noch einiges im Argen. Ob das an der zu geringen Werkzeugtemperatur (mind. 100 GrdC) oder an der Anguß-/Anschnittgeometrie liegt, kann ich ohne weitergehende Info nicht sagen...
Ja, bei diesen ersten Musterteilen wurde die Temperatur der Form sicher nicht in den optimalen Bereich gebracht. Da POM mit 30% Glasfaseranteil aber von Natur aus nicht zu den optisch hochwertigsten Materialien zählt, hat uns der Fertiger noch ein paar aus PA mit 30% GF gemacht. Diese sehen optisch wesentlich ansprechender aus. Aber auch hier besteht das Problem mit der Ebenheit der Dichtfläche... Zitat:
Original erstellt von ThorstenStueker:
...die bestehenden 3D-aten lasse ich mal durch die Simulation laufen...
Danke, das würde sicher einige neue Erkenntnisse bringen! Teile zuschicken wird aus zeitlichen Gründen wohl eher nicht funktionieren, aber trotzdem ein herzliches Dankeschön für deine Bereitschaft! Zitat:
Original erstellt von Gerhard Deeg:
...das ist genau der typische Fall, wo jeder Formenbauer denkt, das Teil kommt gut raus. Stimmt aber nicht. Wie Du selbst ausgemessen hast, fällt das Teil an den Ecken um 0,4mm ab, und deshalb muss das Teil auf jedenfall vorbombiert werden......Wenn es die Toleranzen zulassen, dann lass das Werkzeug einfach nacharbeiten und Ihr teilt Euch die Kosten... ...Der Ausgang wie Ihr verblieben seid würde mich interessieren...
Danke für deinen Rat! Zitat:
Original erstellt von Gerhard Deeg:
...Vielleicht hätte das die Wand auch etwas gestützt, so dass der Abfall nicht 0,4mm gewesen wäre, sondern vielleicht nur 0,2mm...
...im günstigsten Fall würde es eventuell sogar gerade werden? Dann wäre das eine ernst zu nehmende Möglichkeit, oder? EDIT:
Die Bilder zeigen die zweiten Musterteile aus PA mit 30% GF! ------------------
Viele Grüße, THSEFA [Diese Nachricht wurde von THSEFA am 16. Feb. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 854
Registriert: 06.01.2010
|
erstellt am: 17. Feb. 2011 01:13 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
So, habe mir das Ganze mal angesehen, wird so oder so einfallen und damit haben wir den Salat. Verrippung von hinten wäre die schnellste Möglichkeit, um den Einfall zu minimieren, der Anschnitt ist nicht richtig gesetzt und die Werkzeugtemperatur passt nicht, an den 2. Musterteilen kann man es sehen. Ich denke, dass man das Ganze noch retten könnte, kann aber mehr nicht sagen, ohne im Nebel zu stochern, da ich dazu zu den tatsächlichen Füllverhältnissen, Fliesswegen, Schwerwärmeeffekten und Auszugsfehlern nichts sagen kann, ohne einen Schnitt unter dem Mikroskop zu haben. PS: das Angebot steht noch, die Teile wären im schnellsten Falle innerhalb 24 Stunden hier und 24 Stunden später wäre das Ergebnis meinerseits da. ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com
http://www.thorstenstueker.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
CAD.Knecht
Mitglied
Konstrukteur, Freiberufler
Beiträge: 31
Registriert: 27.10.2007 SolidWorks 2006 SP1.0
SolidWorks 2007 SP3.1
SolidWorks 2008 SP3.0
ProE-Wildfire 2.0/3.0/4.0/5.0
I-deas 13
|
erstellt am: 17. Feb. 2011 10:01 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Hallo Thorsten, THSEFA toll das Du das simuliert hast und das auch unter dem Mikroskop untersuchen willst. Wäre es möglich ein paar Schnappschüsse der Simulation hochzuladen oder sogar ein mpg? An so einem klassischen Fall könnten sicher viele etwas lernen, vorrausgesetzt natürlich das THSEFA zustimmt, es könnten ja irgendwelche Firmengeheimnisse an dem Teil hängen. Gruß Ralf Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
THSEFA
Mitglied
Konstrukteur/CAD-Admin
Beiträge: 1133
Registriert: 27.11.2002
|
 erstellt am: 17. Feb. 2011 10:04 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 17. Feb. 2011 10:04 <-- editieren / zitieren --> Unities abgeben:
Hallo, ich habe gerade mit unserem Fertiger telefoniert. Anscheinend hat er bereits eine Lösung, welche ohne große Nachbearbeitung der Form funktioniert. Er hat Material um die vorderen 4 Gewindeeinsätze entfernt und damit die Materialanhäufung in diesem Bereich reduziert. Laut telefonischer Aussage sehen die heute früh aus der Maschine gefallenen Musterteile wesentlich besser aus als die vorherigen. Nur müssen diese sich noch komplett abkühlen, um eine korrekte Aussage treffen zu können. Es fällt mir ein Stein vom Herzen, dass dieses Problem so schnell und schmerzlos eliminiert wurde. Daher bleibt mir nur, mich bei euch für eure Hilfe nochmals zu bedanken! @Thorsten
Ich behalte dein Angebot mal im Hinterkopf! Es könnte ja sein, ich muss nochmal Spritzgussteile konstruieren...  ------------------
Viele Grüße, THSEFA Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 854
Registriert: 06.01.2010 Bricscad Platinum
Shark Pro
Varicad
Cendacam 3.1
Adem CAM
Catia V4
Catia V5
Creo Parametrics
Autodesk Inventor
Autodesk Fusion
|
erstellt am: 17. Feb. 2011 10:10 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
|
THSEFA
Mitglied
Konstrukteur/CAD-Admin
Beiträge: 1133
Registriert: 27.11.2002
|
 erstellt am: 17. Feb. 2011 10:25 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 17. Feb. 2011 10:25 <-- editieren / zitieren --> Unities abgeben:
|
CAD.Knecht
Mitglied
Konstrukteur, Freiberufler
Beiträge: 31
Registriert: 27.10.2007 SolidWorks 2006 SP1.0
SolidWorks 2007 SP3.1
SolidWorks 2008 SP3.0
ProE-Wildfire 2.0/3.0/4.0/5.0
I-deas 13
|
erstellt am: 17. Feb. 2011 10:36 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Ich gebe Dir völlig Recht, Ich persönlich versuche den Formenbauer oder bei komplizierten Teilen Experten wie Dich, so bald wie möglich mit ins Boot zu ziehen um Fertigungserfahrung oder Simulationserfahrung einfliessen lassen zu können. Denn naturgemäß sollte das Fertiger KnowHow vom Spritzgiessprozeß und Formauslegung größer sein als meins. Wenn ich darf nehme auch immer Formenbauer mit eigener Spritzerei, oder umgekehrt. Das eliminert gleich mal Argumente wie "Es liegt nicht am Spritzen sondern an der Form" oder die Gegenseite "Die Form ist perfekt der Spritzer taugt nicht". Angenehmer Nebeneffekt bei frühzeitiger Einbindung des Fertigers ist, das er nicht nur KnowHow einfliessen lassen kann sondern dadurch auch stärker in die Verantwortung einbezogen werden kann. Dben darum, finde ich das Teil als Beispiel recht gut geeignet.
- Es ist nicht übertrieben komplex,
- an Deiner Simulation kann man konstruktive Schwachstellen erkennen -- und mit dem Fotos kann man auch die Schwachstellen von der Formenbauerseite erkennen. (Fehler klingt immer so negativ) Gruß Ralf Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThorstenStueker
Mitglied
Werkzeugkonstrukteur
Beiträge: 854
Registriert: 06.01.2010
|
erstellt am: 20. Feb. 2011 01:11 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Tja, hier wurde aber beides gemacht: ein konstruktiver Fehler, eine Materialanhäufung, wo sie nicht notwendig war und - last but not least - im Werkzeug bei der Füllung und Kühlung. Wäre dies optimal gelöst worden, wäre eine komplette Füllung und ein Verzug von weniger 0,07mm möglich gewesen. So einfach kann schwierig sein....  ------------------
LG
Ingenieurbüro für Kunststofftechnik und Formenbau
Thorsten Stüker
tstueker@aol.com
http://www.thorstenstueker.de Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
mathiasreibe
Mitglied
Konstrukteur
Beiträge: 109
Registriert: 14.04.2005 creo elements/pro 5.0 M220
PDMLink 10.1
Win7 Pro
NVidia Quadro 4000
|
erstellt am: 22. Feb. 2011 15:26 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Hallo, vielleicht noch ein Hinweis auf einen ganz anderen Aspekt: Für die gewünschte Dichtfunktion muss so ein konvexer Verlauf der Dichtkontur zwischen den Befestigungspunkten gar nicht schlecht sein. Je nachdem, wie die Verpressung der Dichtung ausgelegt ist (ein O-Ring mit rundem Querschnitt ist hier eher eine schlechte Wahl) und die Anforderungen an die Dichtung sind (Medium, Temperatur, Druck), kann eine höhere Pressung der Dichtung sogar notwendig sein, um ordentlich abzudichten. Das ging bei uns so weit, dass der Kunde ebene CAD-Daten bekam, der Werkzeugbauer jedoch extra vorgehaltene. (thermoplastische Zylinderkopfhauben PA 6.6 GF 35) Gruß Mathias [Diese Nachricht wurde von mathiasreibe am 22. Feb. 2011 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13133
Registriert: 02.04.2004 PDSU-2013-SP1.1 W7pro64-SP1
F-Secure-Int.-Sec.2012
Dell-M4600 2,13GHz 8GB
Quadro2000M 15,4"1920x1080/24"1920x1200
MS-IntelliMouse-Optical SpacePilotClassic
|
erstellt am: 22. Feb. 2011 16:24 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Zitat:
Original erstellt von mathiasreibe:
... ein konvexer Verlauf der Dichtkontur zwischen den Befestigungspunkten gar nicht schlecht...
Ja, aber hier wars doch leider konkav, oder? ------------------
Roli
www.Das-Entwicklungsbuero.de [Diese Nachricht wurde höchstwahrscheinlich nach ihrer Erstellung von Doc Snyder noch ein Mal editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
mathiasreibe
Mitglied
Konstrukteur
Beiträge: 109
Registriert: 14.04.2005
|
 erstellt am: 22. Feb. 2011 18:03 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
erstellt am: 22. Feb. 2011 18:03 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Tag Herr Doktor, lt. erstem Foto ist die Wölbung 0,4mm nach außen. Und nach außen heißt nun mal konvex. Zumindest nach Wikipedia und meinem alten Prof. Winkelmann: "konvex wie der Podex" :-) Gruß Mathias Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Doc Snyder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13133
Registriert: 02.04.2004 PDSU-2013-SP1.1 W7pro64-SP1
F-Secure-Int.-Sec.2012
Dell-M4600 2,13GHz 8GB
Quadro2000M 15,4"1920x1080/24"1920x1200
MS-IntelliMouse-Optical SpacePilotClassic
|
erstellt am: 22. Feb. 2011 19:42 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
Hallo Mathias, ich finde das auf dem Bild ehrlich gesagt nicht so recht erkennbar, und weil ich tatsächlich unsicher bin, habe ich fragend "..., oder ?" angehängt. Ich meinte es fragend; zu Spitzigkeiten (ja, man könnte es auch so verstehen) habe ich hier ja wirklich keinen Anlass. Ich bitte um Verzeihung, wenn mein Posting belehrend klang. Ansonsten würde ich aber mit meinem Nur-Grundkurs-Kunststoffwissen hier tatsächlich eine Einfallstelle erwarten, und das wäre doch konkav, oder? Es war auch oben von Einfallstelle die Rede. Na, ich denke, meine Verwirrung wird geklärt werden. Und konvex ist nach außen, keine Frage. Hier noch ein anderer Merkspruch dazu:
"Ham die Mädchen Sex, wird der Bauch konvex;
sind die Mädchen brav, bleibt der Bauch konkav."
(Verfasser mir unbekannt) ------------------
Roli
www.Das-Entwicklungsbuero.de [Diese Nachricht wurde höchstwahrscheinlich nach ihrer Erstellung von Doc Snyder noch ein Mal editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
mathiasreibe
Mitglied
Konstrukteur
Beiträge: 109
Registriert: 14.04.2005
|
 erstellt am: 22. Feb. 2011 20:51 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
erstellt am: 22. Feb. 2011 20:51 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
|
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau

Beiträge: 9278
Registriert: 13.10.2000 Inventor bis 2023, Rhino 7, Mainboard ASUS ROG STRIX X570F-Gaming, CPU Ryzen 9 5900X, 64 GB RAM, 4 TB SSD, Radeon RX 6900 XT, Dual Monitor 24", Spacemouse Enterprise, Win 10 21H2
|
erstellt am: 22. Feb. 2011 21:53 <-- editieren / zitieren --> Unities abgeben: Nur für THSEFA
|
| Anzeige.:
Anzeige: (Infos zum Werbeplatz >>)
 |
 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|