| | |
 | Uversa präsentiert: EVO-MV und ELO-MH: Neue Lösungen für effiziente Montage und Befestigung, eine Pressemitteilung
|
|
Autor
|
Thema: Biegbarkeit überprüfen (781 / mal gelesen)
|
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau

   Beiträge: 2416
Registriert: 08.03.2008 IV seit den 5.3Er
aktuell den 2014Ner
WIN7pro-64bit
SP das jeweils aktuelle
|

 erstellt am: 26. Aug. 2024 07:31
erstellt am: 26. Aug. 2024 07:31  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
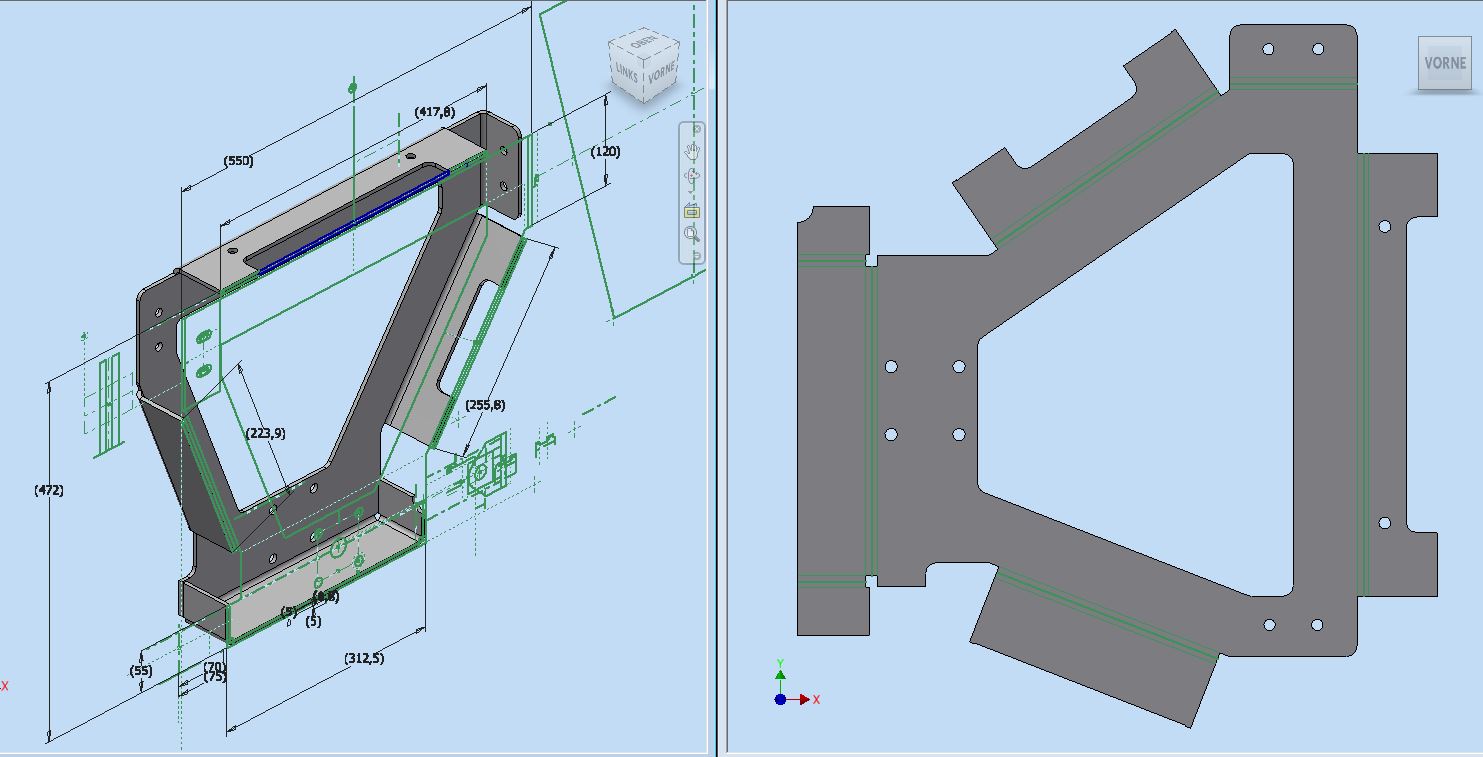
Moin Leuts, in der Anlage ein Modell das ich gerne in linker und rechter Ausführung lasern und biegen lassen möchte. Meine grundsätzliche Überlegung ist: Lieber etwas aufwändiger biegen als zusätzliche Teile konstruieren, Zeichnungen erstellen, fertigen und anschweißen etc.. Meine Frage also an die Spezialisten: Ist das so zu fertigen, bzw. was ist zu beachten oder ggf. zu ändern?
In der Anlage das STEP-Modell und Bilder mit den Hauptmaßen und das abgewickelte Modell. Blechdicke 5 mm
Biegeradius 5 mm, nach Vorgabe meines bevorzugten Lieferanten ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
    

Beiträge: 3641
Registriert: 24.02.2006 Inventor 2022/2023/2024
AutoCad Mechanical 2023/2024
FARO S70
FARO Scene
WIN10-64 32GB
WIN11-64 32GB
Spacemouse Enterprise
|
erstellt am: 26. Aug. 2024 07:58 <-- editieren / zitieren --> Unities abgeben: Nur für Manfred Gündchen 
Moin, die beiden 12er Löcher liegen sehr nahe am Umformbereich und könnten sich etwas verziehen. Abhilfe: Kleiner auslasern und nach dem Biegen aufbohren.
Die beiden 55er Laschen haben etwas zu wenig Luft für das Überbiegen und nachfolgende Rückfedern. Abhilfe: Spalte zur Grundplatte vergrößern oder alternativ Biegung zwischen Grundplatte und Lasche setzen. Bis auf diese 2 Details ist der Rest problemlos fertigbar. ------------------
Mit besten Grüssen
Andreas Gawin
www.cad-service-gawin.de
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2416
Registriert: 08.03.2008 IV seit den 5.3Er
aktuell den 2014Ner
WIN7pro-64bit
SP das jeweils aktuelle
|
erstellt am: 26. Aug. 2024 09:49 <-- editieren / zitieren --> Unities abgeben:
Moin Andreas Besten Dank für Deine Ausführungen. Die 12Wer Löcher haben zum Biegeradius 6,5 zur Innenseite der Biegung 11,5 mm Abstand. Gibt das tatsächlich noch Verformungen?
Und, in die Löcher kommen 10Ner Schrauben... Dein Tipp für die andere Änderung ist schon umgesetzt. ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3641
Registriert: 24.02.2006 Inventor 2022/2023/2024
AutoCad Mechanical 2023/2024
FARO S70
FARO Scene
WIN10-64 32GB
WIN11-64 32GB
Spacemouse Enterprise
|
erstellt am: 26. Aug. 2024 10:10 <-- editieren / zitieren --> Unities abgeben: Nur für Manfred Gündchen
Moin Manfred, die Schrauben würden schon durch passen, es kann jedoch zur Verformung der Schnittkanten der Löcher kommen, weil diese im Ende des Umformbereiches sitzen. Mancher Kunde findet das unbedenklich. Andere akzeptieren es nicht. Gruss Andreas ------------------
Mit besten Grüssen
Andreas Gawin
www.cad-service-gawin.de
Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Roland Schröder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen

Beiträge: 13438
Registriert: 02.04.2004 3D-CAD Inventor
|
erstellt am: 26. Aug. 2024 10:20 <-- editieren / zitieren --> Unities abgeben: Nur für Manfred Gündchen
Zitat:
Original erstellt von Andreas Gawin:
... Verformung der Schnittkanten ...
Ist es nicht auch so, dass in solchen Fällen der Rand des Lochs in die Matrize "fallen" kann und das Blech dadurch uneben wird? Ich schneide in solchen Fällen die Biegung daneben aus. ------------------
Roland
www.Das-Entwicklungsbuero.de It's not the hammer - it's the way you hit! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2416
Registriert: 08.03.2008 IV seit den 5.3Er
aktuell den 2014Ner
WIN7pro-64bit
SP das jeweils aktuelle
|
erstellt am: 26. Aug. 2024 11:03 <-- editieren / zitieren --> Unities abgeben:
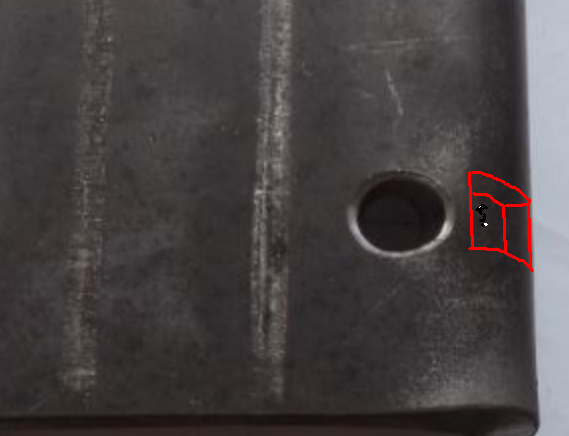
So zur Vervollständigung hier die Änderungen und die Verformung von Löchern beim Biegen als Bilder. Die 12Er Löcher hab ich auf 5 mm gesetzt, das liegt dann eigentlich neben der Kante der 30 mm breiten Matritze. Roland was meinst Du damit?
Zitat:
Original erstellt von Roland Schröder:
...Ich schneide in solchen Fällen die Biegung daneben aus...
------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Hochvakuum
Mitglied
Dipl.-Ing. Maschinenbau
Beiträge: 165
Registriert: 30.03.2016 Inventor 2020
|
erstellt am: 26. Aug. 2024 11:34 <-- editieren / zitieren --> Unities abgeben: Nur für Manfred Gündchen
|
Roland Schröder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13438
Registriert: 02.04.2004 3D-CAD Inventor
|
erstellt am: 26. Aug. 2024 11:43 <-- editieren / zitieren --> Unities abgeben: Nur für Manfred Gündchen
|
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur

Beiträge: 3760
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 26. Aug. 2024 17:58 <-- editieren / zitieren --> Unities abgeben: Nur für Manfred Gündchen
Diese Entlastungskerben sollte man aber auch nicht in einem Bereich haben, wo später jemand herumhantieren muss. Durch die Natur der Dinge findet hier ja praktisch keine Biegung statt und die Ränder des Schlitzes ragen aus dem umliegenden Biegeradius hervor. Solche Stellen sind prädestiniert für wirksame Abschürfungen. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2416
Registriert: 08.03.2008 IV seit den 5.3Er
aktuell den 2014Ner
WIN7pro-64bit
SP das jeweils aktuelle
|
erstellt am: 26. Aug. 2024 19:00 <-- editieren / zitieren --> Unities abgeben:
Die Lösung von Andreas mit den aufzubohrenden Löchern ist für mich der beste Ansatz; recht einfach umzusetzen. Da die beiden Teile gegeneinander gesetzt unten eine Wanne bilden, kann ich da keine Löcher gebrauchen. Die vier Löcher könnten nur mit erheblichen Aufwand dicht gemacht und egalisiert werden, damit dann die Wanne funktioniert und die vorgesehenen Flanschlager hier montiert werden können. Löcher aufbohren ist da deutlich einfacher und schneller. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Roland Schröder
Ehrenmitglied V.I.P. h.c.
Dr.-Ing. Maschinenbau, Entwicklung & Konstruktion von Spezialmaschinen
Beiträge: 13438
Registriert: 02.04.2004 3D-CAD Inventor
|
erstellt am: 27. Aug. 2024 01:21 <-- editieren / zitieren --> Unities abgeben: Nur für Manfred Gündchen
Zitat:
Original erstellt von Torsten Niemeier:
... die Ränder des Schlitzes ... Abschürfungen.
Es ist guter Stil, auch daran zu denken, aber es soll ja nicht nur einfach ein dünner Laserschnitt sein, sondern (in der Abwicklung) ein kleines Rechteck, so breit wie die Biegung. Dann steht nachher nichts hervor. Wenn Ausschnitte nicht erlaubt sind, dann eben nicht. Wobei ich hier in dem Fall noch nicht verstanden habe, wie aus solchen Blechen eine dichte Wanne werden soll. Aber egal, jeder wie er meint. Und ehe ich Aufbohren würde, was in gelaserten Löchern immer ein bisschen kritisch ist, und auch sonst relativ aufwändig, würde ich es drauf ankommen lassen und eventuell aufgebogene Ränder einfach wegflexen. Es sind da ja auch noch die Biegungsenden, und die sind auch nicht ohne. ------------------
Roland
www.Das-Entwicklungsbuero.de It's not the hammer - it's the way you hit! Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2416
Registriert: 08.03.2008 IV seit den 5.3Er
aktuell den 2014Ner
WIN7pro-64bit
SP das jeweils aktuelle
|
 erstellt am: 27. Aug. 2024 11:47 <-- editieren / zitieren --> Unities abgeben:
erstellt am: 27. Aug. 2024 11:47 <-- editieren / zitieren --> Unities abgeben:
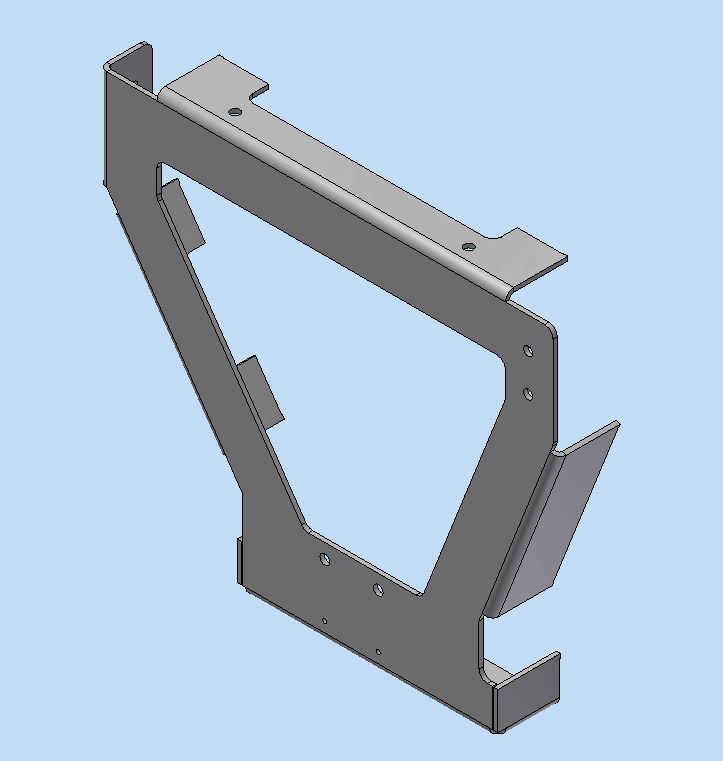
Wie ja schon bei meinem Eingangsfred geschrieben werden zwei Teile zusammengefügt. Zitat:
Original erstellt von Manfred Gündchen:
in der Anlage ein Modell das ich gerne in linker und rechter Ausführung lasern und biegen lassen möchte
Siehe anliegendes Bild. Zitat:
Original erstellt von Roland Schröder:
Wenn Ausschnitte nicht erlaubt sind, dann eben nicht. Wobei ich hier in dem Fall noch nicht verstanden habe, wie aus solchen Blechen eine dichte Wanne werden soll
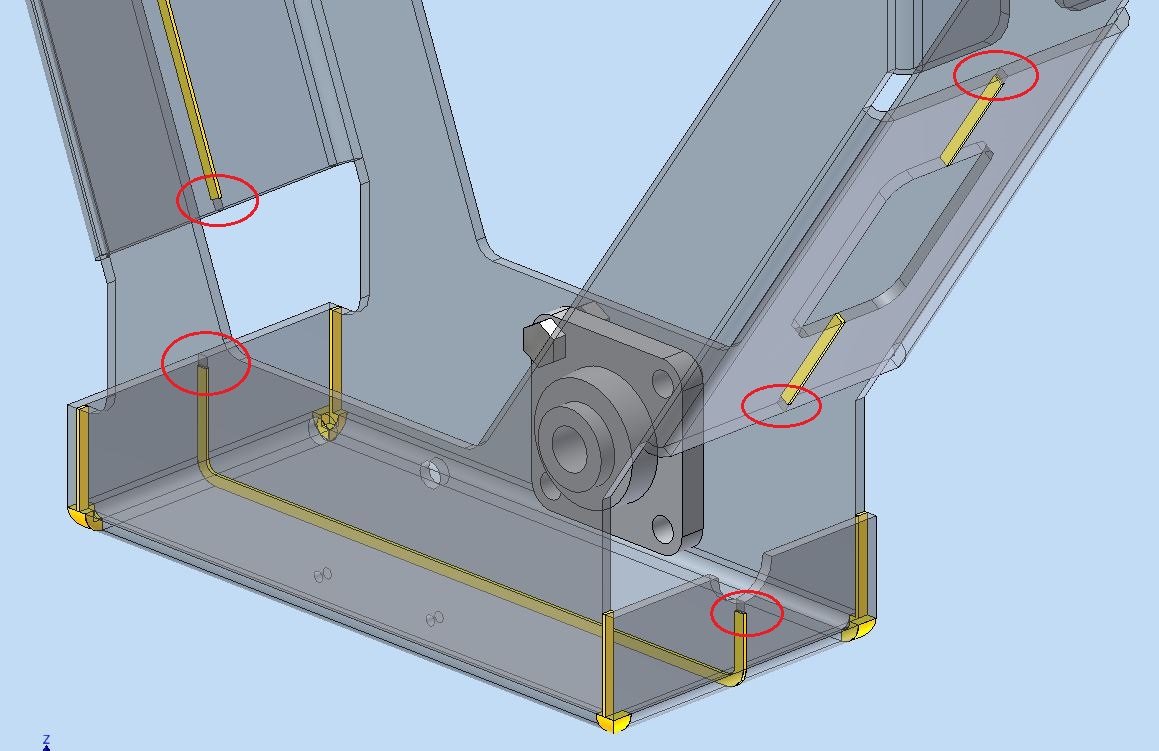
Und der Trick wie aus diesen Teilen eine dichte Wanne wird, dicht gegen das Austreten von geringen Tropfmengen, ist - schweißen  ;) :D Im Bild hab ich mal die Teile transparent gemacht und die Schweißnähte gelb. Die rot eingekringelten Stellen sind übrigens die Fügestellen an denen sich die Teile platt gegeneinandergelegt, abstützen. Daneben ist dann ein Spalt für eine I-Schweißnaht, so dass eine entsprechende Genauigkeit erreicht werden kann, ohne großen Montagehilfsaufwand beim Abheften und Schweißen. Eine Nachbearbeitung nach dem Schweißen durch rumflexen ist konstruktiv vermieden. Zitat:
Original erstellt von Roland Schröder:
Und ehe ich Aufbohren würde, was in gelaserten Löchern immer ein bisschen kritisch ist, und auch sonst relativ aufwändig, würde ich es drauf ankommen lassen und eventuell aufgebogene Ränder einfach wegflexen. Es sind da ja auch noch die Biegungsenden, und die sind auch nicht ohne
Das Schöne ist, dass mein bevorzugter Fertigungsbetrieb sehr ordentliche Arbeit liefert. Die Bereiche um die Biegezonen werden ziemlich eben sein. Und wenn nicht so können meine Konstruktion und die von mir gewählten Flanschlager gewisse Unebenheiten über die Lagerung ausgleichen. Rumflexen ist etwas was ich grundsätzlich weitestgehend vermeide.
Schleifen, der damit verbundene Lärm und Schleifstaub durch die Gegend schleudern ist, IMHO") , in jedem Fertigungsbetrieb möglichst zu vermeiden dadurch leidet alles. , in jedem Fertigungsbetrieb möglichst zu vermeiden dadurch leidet alles.
Deshalb wird bei meinen Konstruktionen, durch entsprechende Überlegungen, Schleifarbeiten weitestgehend wegkonstruiert! Im Übrigen haben die Betriebe, mit denen ich zusammenarbeite, inklusive meiner eigenen Werkstatt, deshalb auch extra Schleifarbeitsplätze um die negativen Auswirkungen von Schleifarbeiten von anderen Mitarbeitenden, Maschinen und Arbeitsplätzen fern zu halten. Deshalb finde ich auch die Lösung mit einer schönen Ständerbohrmaschine (nix mit irgendwelchen Handbohrmaschinengedöns) praktikabel. Schnell gebohrt, schöne Späne, einfach zu entfernen k e i n Schleifstaub, Lärm usw.. Und ob jetzt zu einem Schleifarbeitsplatz gegangen werden muss, oder zu einer Ständerbohrmachine, ist zeitlich kein Unterschied. IMHO sind die Löcher auch schneller gebohrt als die Schlitze zugeschweißt und anschließend mit einer Handschleifmaschine egalisiert (!). Die Löcher würde ich auch vorm Schweißen bohren, dann lassen die sich auch schnell entgraten. Die Schlitze sind innerhalb der beiden Teile, nach dem Schweißen, auch nicht wirklich gut zugänglich, was den Aufwand zusätzlich erhöht.
------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Torsten Niemeier
Ehrenmitglied V.I.P. h.c.
Maschinenbau Ingenieur
Beiträge: 3760
Registriert: 21.06.2001 "ZUSE I.36", 8 BIT, 32 Lämpchen, Service-Ölkännchen "ESSO-Super", Software: AO auf Kuhlmann-Parallelogramm-Plattform
** CSWP 04/2011 **
** CSWE 08/2011 **
|
erstellt am: 27. Aug. 2024 18:16 <-- editieren / zitieren --> Unities abgeben: Nur für Manfred Gündchen
Also für ein Blech, das dann zusammengeschweißt werden soll, ist das ganze aber IMHO ziemlich unglücklich konstruiert. - die riesigen Löcher als Freischnitte
- die komplette Überlappung in den Ecken
- die langen Stossnähte, die hinterher vermutlich eingeebnet werden sollen (natürlich ohne zu schleifen  ) ) Aber wenn Dein Zulieferer wirklich so gut ist, wird er da sicher nochmal drübergucken... Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Manfred Gündchen
Ehrenmitglied V.I.P. h.c.
SelbstständIng mit Planungsbüro Anlagenbau, Dipl.-Ing.-Maschinenbau
Beiträge: 2416
Registriert: 08.03.2008 IV seit den 5.3Er
aktuell den 2014Ner
WIN7pro-64bit
SP das jeweils aktuelle
|
erstellt am: 27. Aug. 2024 19:57 <-- editieren / zitieren --> Unities abgeben:
Es ist kein Blech was zusammengeschweißt wird, so als Selbstzweck, sondern die Konstruktion die dahintersteht verbindet vier Funktionen mit diesen beiden Blechen (!). A l l e konstruktiven Details haben hier ihren Zweck! Das könnte der geneigte Leser sich, IMHO , nach meinen Ausführungen denken - könnte
Warum das Teil unten so aussieht wie es aussieht habe ich, IMHO , versucht zu erläutern. Und, wie schon beschrieben, wird da nichts eingeebnet, weil konstruktiv nicht erforderlich und deshalb nicht gewünscht! Meine Konstruktion. Meine Vorgaben. Meine Kalkulation. Da hat kein Zulieferer etwas anderes zu machen als das was gemeinsam abgestimmt und dann von mir vorgegeben wurde!
Unnötige Arbeiten sind konstruktiv vermieden, wie schon gesagt unnötig und würden auch nicht bezahlt.
Mal zur Erläuterung etwas OT
Das Teil ist, natürlich, auch nur eines von vielen anderen, die zusammen eine komplette Anlage bilden, die als in sich geschlossene Anlage wesentliche Funktionen in Verfahrenslinien integral zusammenfaßt, abbildet und umsetzt! KI gestützt und Industrie 4.0 fähig!
An dieser Stelle noch mal besten Dank insbesondere an Andreas für seine sehr hilfreichen und konstruktiven Tipps und auch an Roland.
Rolands Tipp werde ich bestimmt an anderen Stellen, wo es nicht die hier geltenden Einschränkungen gibt, umsetzen. ------------------
In diesem Sinne wünsche ich allen, weiterhin effektives Schaffen ----------------
Manfred Gündchen
www.guendchen.com Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Andreas Gawin
Moderator
Blechschlosser Metallbauermeister
Beiträge: 3641
Registriert: 24.02.2006 Inventor 2022/2023/2024
AutoCad Mechanical 2023/2024
FARO S70
FARO Scene
WIN10-64 32GB
WIN11-64 32GB
Spacemouse Enterprise
|
erstellt am: 28. Aug. 2024 04:40 <-- editieren / zitieren --> Unities abgeben: Nur für Manfred Gündchen
|

 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 Thema geschlossen!
Thema geschlossen!
 |
|