Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)
 ZW3D
ZW3D
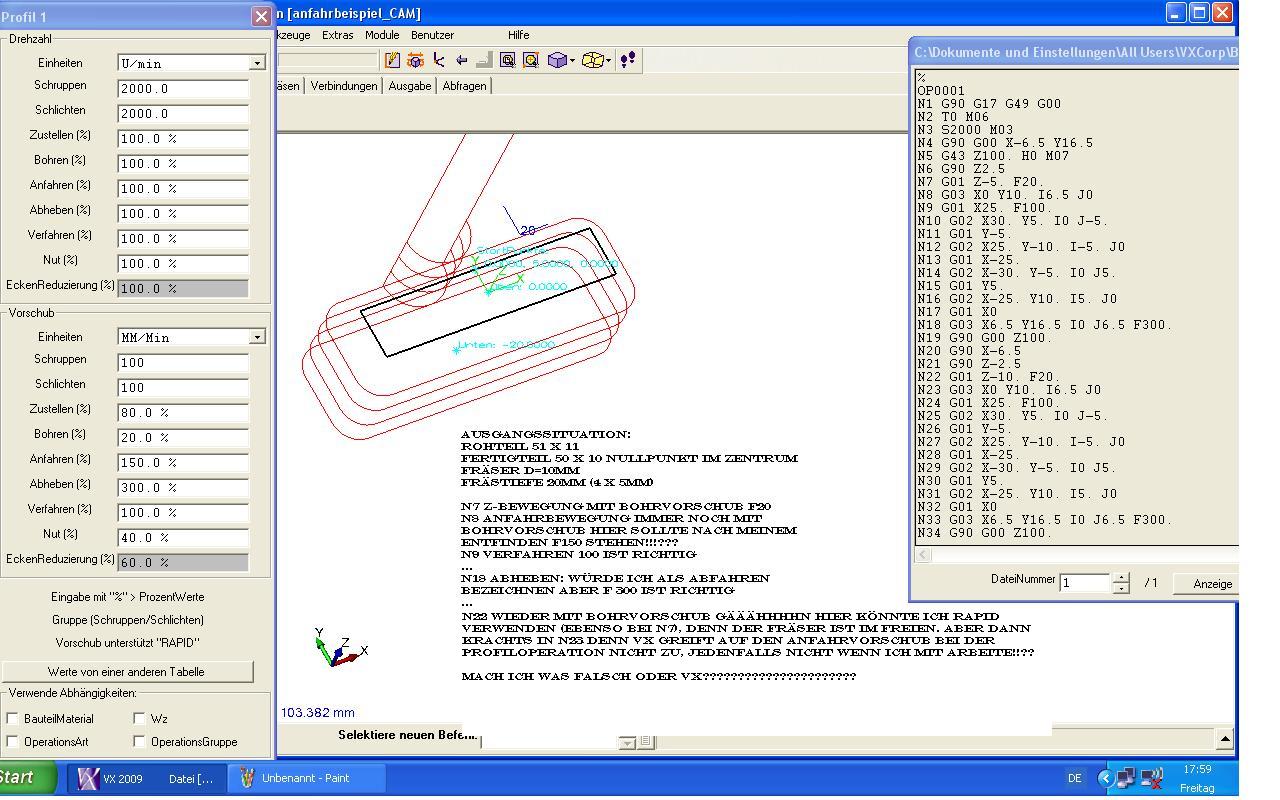
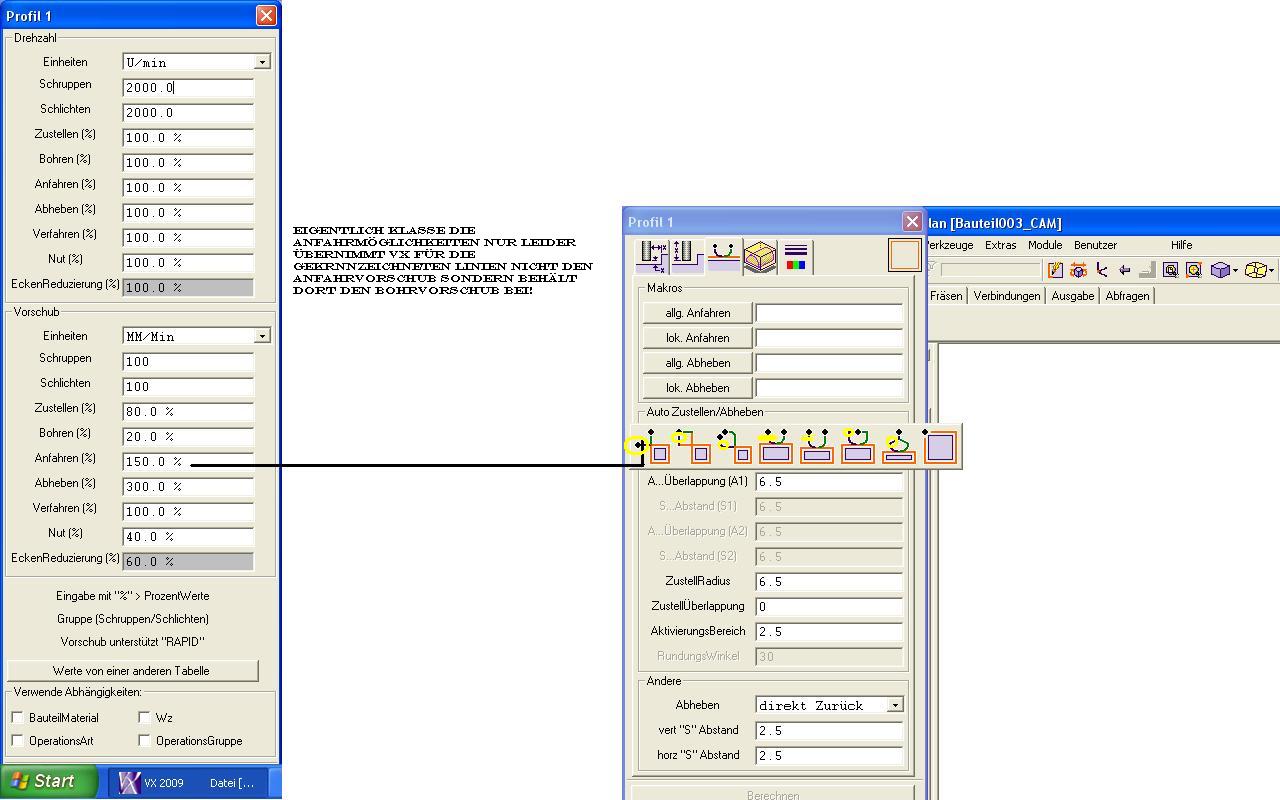
 2D Fräsen, Vorschübe bei Profil Operation
2D Fräsen, Vorschübe bei Profil Operation

![]()
CAD.de Login | Logout | Profil | Profil bearbeiten | Registrieren | Voreinstellungen | Hilfe | Suchen
Anzeige:
| Hot News: |
|
|
Foren auf CAD.de (alle Foren)
ZW3D
2D Fräsen, Vorschübe bei Profil Operation
|
Anzeige: |
 |
| 
|
nächster neuer Beitrag | nächster älterer Beitrag |
| Anzeige.: Anzeige: (Infos zum Werbeplatz >>) |
|
|
nächster neuerer Beitrag | nächster älterer Beitrag | ||
|
|
|||
|
|||
|
Administrative Optionen: Beitrag schliessen | Archivieren/Bewegen | Beitrag melden! Fragen und Anregungen: Kritik-Forum | Neues aus der Community: Community-Forum | |||