|
Autor
|
Thema: Sondermaschinenbau und Halbzeuge (8600 mal gelesen)
|
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!

   Beiträge: 1945
Registriert: 30.04.2007 Creo Elements Direct Modeling 17
|

 erstellt am: 27. Mai. 2010 07:27
erstellt am: 27. Mai. 2010 07:27  <-- editieren / zitieren --> <-- editieren / zitieren -->   Unities abgeben: Unities abgeben:          
Hallo, wie macht ihr das bei euch? Hier in meiner neuen Firma wird Standardmäßig 1.0037(S235JR alte Bezeichnung St 37) verwendet. Mit Standard meine ich in diesem Falle keine bsonderen Ansprüche an Festigkeit und Gewicht. In anderen Firmen in denen ich war, war dies in der Regel 1.7131 (16MnCr5) und 1.0503 (C45). So mal ein paar erste Eindrücke davon, der S235JG hat den großen Vorteil das es ihn in vielen Halbzeugen gibt, Rund, 6-Kt, Winkel, Flach usw. Aber den großen Nachteil(oder Vorteil je nach Anwendung) daß er blank gezogen ist. Das bedeutet in der Regel ja bei spanender Fertigung Verzug und bei größeren Platten Beispielsweise wenn man die dicke nutzt eine sehr schlechte Ebenheit (bei zum Beispiel 20x200x300). Beim 16MnCr5 hat man den Vorteil daß er sich nicht so sehr verzieht und man kann ihn plasmanitrieren oder einsetzen. Nachteil ist dann das Halbzeug, bei runden Teilen kein Problem aber bei Frästeilen müssen alle 6 Seiten bearbeitet werden (okay es gibt noch hersteller von Platten) oder gar aus Rundmaterial gefräst werden. Hier möchte ich jetzt mal die Sondemaschinenbauer ansprechen wie ihr das bei euch handhabt, welche Halbzeuge und Werkstoffe (nur STahl nicht Aluminium) ihr als Standard einsetzt. Für eine angeregt Diskusion wäre ich dankbar. gruß Heiko Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
deepspeed
Ehrenmitglied
Beiträge: 1575
Registriert: 28.06.2004
|
erstellt am: 27. Mai. 2010 07:49 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape 
Zitat:
Original erstellt von Press play on tape:
Hallo,wie macht ihr das bei euch? Hier in meiner neuen Firma wird Standardmäßig 1.0037(S235JR alte Bezeichnung St 37)
1.0038 ??? EDIT:
OK, Schnellschuss. 1.0037 gibt es auch 
Ich dachte der Feld-Wald-Wiesenstahl ist der 1.0038 ------------------
Gruß DEEPSPEED [Diese Nachricht wurde von deepspeed am 27. Mai. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Ing. Gollum
Mitglied
Sondermaschinenbau
Beiträge: 1064
Registriert: 11.03.2005 Win7 64-Bit
SWX 2013
Ansys 13
Labview 2012
|
erstellt am: 27. Mai. 2010 08:42 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
Hallo, 'Standard' ist bei uns 1.0038 S235JRG2. Kostet wenig, hohe Verfügbarkeit, lässt sich gut schweißen, aber halt nicht Härtbar... Mit einem außergewöhnlichen Verzug der Platten haben wir aber meiner Kenntnis nach nie Probleme gehabt. Wenn Härten nötig ist wird recht häufig 1.1191 C45E verwendet. Alle anderen selbstrostenden Qualitäten werden passend zum Einsatzfall hin ausgewählt und beschafft. Grüße, Gollum ------------------
 Man findet immer dort besonders viel Chaos, wo man nach Ordnung sucht. Das Chaos besiegt die Ordnung, weil es besser organisiert ist. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Leo Laimer
Ehrenmitglied V.I.P. h.c.
CAD-Dienstleister

Beiträge: 26068
Registriert: 24.11.2002 IV bis 2019
|
erstellt am: 27. Mai. 2010 09:05 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
Hallo Heiko, Bei uns ist in der Vorlage bereits 1.0038 eingestellt, und gut 90% aller Teile sind daraus zu fertigen.
Wenn's mal was Festeres sein soll, dann für Stahlbau-ähnliche Sachen 1.0570 (St52, schweissbar) oder für Bearbeitungsteile 1.0503 (C45).
Bearbeitungsteile aus 1.0038 sind eine suboptimale Lösung, da die Bearbeitbarkeit je nach Charge recht mässig sein kann. Einige wenige Teile werden aus gezielt für den Einsatzfall ausgesuchten Sondermaterialien gemacht, da kommt dann alles vor was der Markt zu bieten hat. Wenns geht richten wir uns dabei nach Lager bzw. Vorliebe des Kunden. ------------------
mfg - Leo Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ulrix
Mitglied
Maschinenbauingenieur
Beiträge: 733
Registriert: 10.07.2007 Core 2 Duo 2,13 GHz / 2GB RAM
GeForce 7900 / 256 MB
Space Navigator
XP Pro SP2
AIS 2010
|
erstellt am: 27. Mai. 2010 09:52 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
Hallo Heiko, der Verzug hat m. E. nichts mit dem Werkstoff an sich zu tun, sondern mit der Frage, ob das Halbzeug kalt (gezogen) oder warm (gewalzt) hergestellt wurde. Allerdings ist eine sehr große Auswahl von kalt gezogenen Halbzeugen in S235 verfügbar, in 16MnCr5 oder C45 gibt es diese große Auswahl eher nicht. Warm gewalzt dürften Halbzeuge aus allen 3 Werkstoffen in großer Auswahl erhältlich sein. Wenn die Maßhaltigkeit und die Oberflächenqualität der kalt gezogenen Halbzeuge für das fertige Teil gut genug ist, spricht einiges dafür, diese zu verwenden. Aber wenn großflächig (einseitig) die Randzone abgefräst wird, muss man dann doch zum warm gewalzten greifen, oder man nimmt die erforderlichen Richtarbeiten in Kauf. Ulrich Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
ThoMay
Ehrenmitglied V.I.P. h.c.
Konstrukteur

Beiträge: 5247
Registriert: 15.04.2007 SWX 2019
Windows 10 x64
|
erstellt am: 28. Mai. 2010 05:51 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
|
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007 Creo Elements Direct Modeling 17
|
erstellt am: 28. Mai. 2010 09:13 <-- editieren / zitieren --> Unities abgeben:
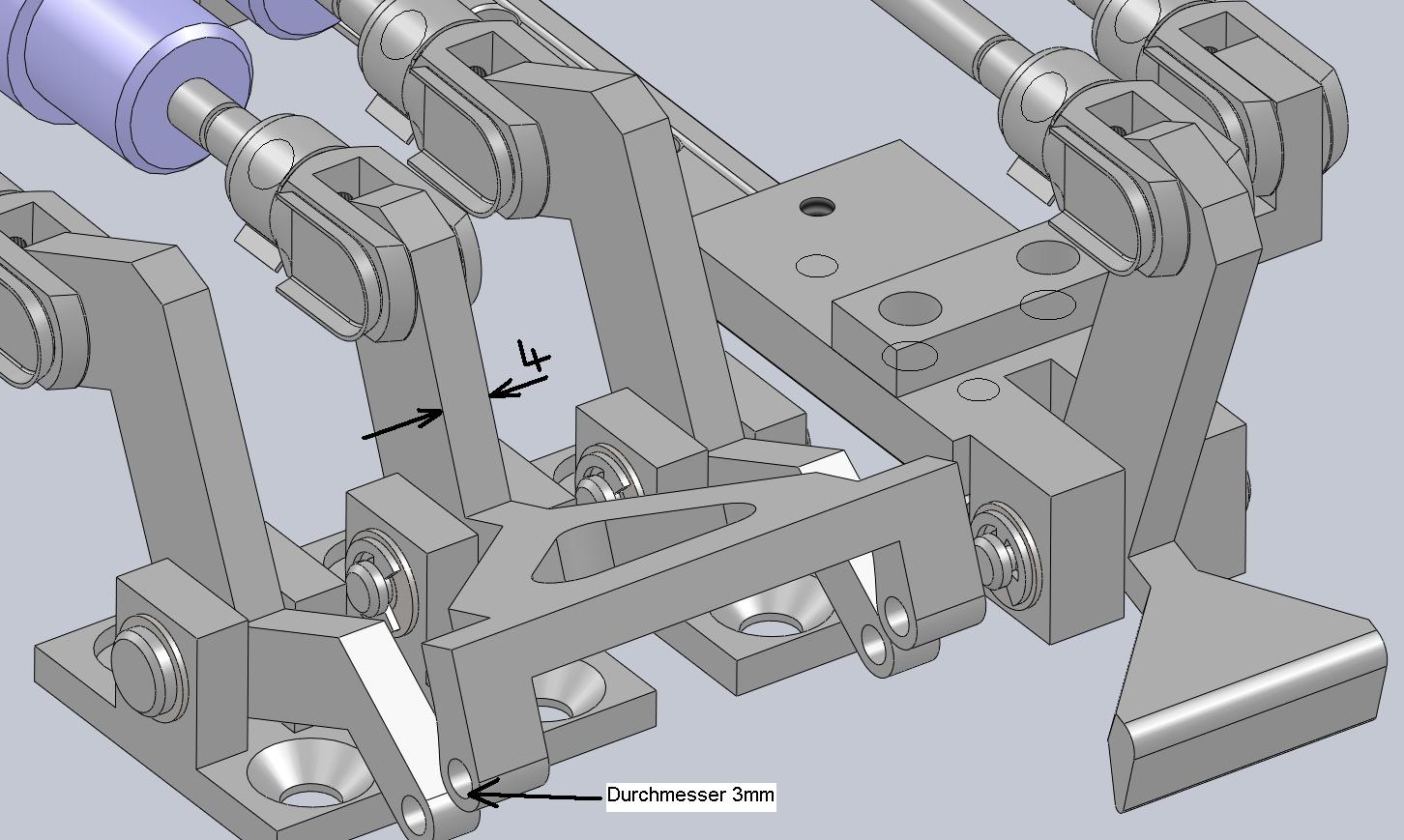
Vielen dank an alle, ich habe jetzt herausbekommen daß wir solche Teile um die es mir geht am ehesten bisher aus 90MnCrV8(die Einführung dieses Stahls hier hat auch einen Grund der es rechtfertigt) gemacht haben(man muß sehen daß bisher viel gebastelt wurde, da nimmt das was man findet). Ich habe mal ein Bild angehängt um was für eine Art Teile es sich eigentlich handeln soll. Die dargestellten Hebel sind mit DU Buchsen gelagert und ich wollte sie eigentlich nicht härten oder nitrieren. Der ideale Stahl für mich wäre hier nun ein 16MnCr5 gewesen(evtl. nachträgliches plasmanitrieren) alternativ hätte ich einen C45 gewählt. Aber Aufgrund der Geometrie und Funktion kein S235JG(werd ich auch nicht tun). Von der Festigkeit gesehen wird diesen Hebeln nichts abverlangt, sehr geringe Kräfte. Was mich hier mehr beschäftigt ist der Verschleiß der Flanken der Hebel bzw. der Gabeln. Der Bolzen ist Hart und die und es sind DU Buchsen vorgesehen. Zitat:
Original erstellt von Ulrix:
....der Verzug hat m. E. nichts mit dem Werkstoff an sich zu tun, sondern mit der Frage, ob das Halbzeug kalt (gezogen) oder warm (gewalzt) hergestellt wurde.
Ja das ist klar, aber genau das Kaltgezogene ist doch der Vorteil den S235JG hat und das in allen möglichen Formen. Bei eben 16MnCr5; C45 und vielen anderen Legierungen gibt es außer den Warmgewalzten Platten auch noch tolerierte Halbzeuge, vorgeschliffen Platten mit Schleifzugabe(Fertigbearbeitung) auf h6 tolerierte Rundstähle als Halbzeug und so weiter. Es geht hierbei eben auch um die Fertigung der Teile, als Beispiel nehme ich mal eine Platte(Praxisbeispiel) die ich hatte mit den Abmessungen 20x200 x 540, das ganze war eine Grundplatte auf die ein paar Teile montiert waren, dabei gab es ein eng toleriertes(+/-0,02mm) Maß für zwei Bohrungen. Bei dieser Platte habe ich sogar mal die durchbiegung überschlagen und die dicke entsprechend auf S235JG ausgelegt ich bin dabei ausgegangen von einem DIN174 Flachstahl. Der externe Fertiger hat dann natürlich angerufen und sich beschwert, Platte evtl. Krumm von Natur, lieber 90MnCrV8(warum auch immer)...bla bla... wir haben uns dann auf einen C45 geeinigt. Das ganze hat schon einige Gesichtspunkte, deshalb ja die Frage hier. Hintergrund ist natürlich auch daß ich mich hier in der noch neuen Umgebung etwas einrichten muß und dazu gehört auch die Auswahl von Werkstoffen bei Teilen mit keinen besonderen Eigenschaften(ansonsten gibts ja auch kein wenn und aber). Ich bin etwas verwundert über die geringe Verbreitung von meinem Liebling 16MnCr5 da in meinen letzten Stationen dieser Stahl doch Standard war  und da hatte ich auch nie Probleme mit externen Fertigern die mit mir über den Werkstoff Diskutiert haben. und da hatte ich auch nie Probleme mit externen Fertigern die mit mir über den Werkstoff Diskutiert haben. Jetzt sollte ich aufhören sonst blamiere ich mich noch  Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
W. Holzwarth
Ehrenmitglied V.I.P. h.c.
Dipl.-Ing. Maschinenbau

Beiträge: 9287
Registriert: 13.10.2000
|
 erstellt am: 28. Mai. 2010 09:31 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
erstellt am: 28. Mai. 2010 09:31 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
|
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007 Creo Elements Direct Modeling 17
|
erstellt am: 28. Mai. 2010 09:47 <-- editieren / zitieren --> Unities abgeben:
Zitat:
Original erstellt von W. Holzwarth:
Hallo Heiko,
unabhängig vom Werkstoff sollte man sich evtl. Gedanken über die Hebel in der Mitte und rechts aussen machen. Da spant man lange dran rum.
denkst Du ich sitz hier herum und bastel komplizierte Teile  (naja irgenwie mache ich das ja schon ) Nene die sind schon gut so, denk dran Du siehst nur einen Ausschnitt und kennst die Platzverhältnisse nicht. Solange spant man da gar nicht rum, denn da die Dinger so klein sind kann man das meiste mit zwei Frässchnitten (1x schruppen und 1x schlichten) machen aber man muß oft umspannen geht leider nicht anders. (naja irgenwie mache ich das ja schon ) Nene die sind schon gut so, denk dran Du siehst nur einen Ausschnitt und kennst die Platzverhältnisse nicht. Solange spant man da gar nicht rum, denn da die Dinger so klein sind kann man das meiste mit zwei Frässchnitten (1x schruppen und 1x schlichten) machen aber man muß oft umspannen geht leider nicht anders. Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
irgendwas
Mitglied
Dreher
Beiträge: 207
Registriert: 08.01.2007
|
erstellt am: 28. Mai. 2010 10:12 <-- editieren / zitieren --> Unities abgeben: Nur für Press play on tape
Servus, wenn die Toleranzen es zulassen, vielleicht auch mal über Brennteile nachdenken. Wahrscheinlich auch dadurch bedingt, das wir eine "Schwesterfirma" haben, die Brennschneidet (und auch bis 1400mmx3500mm Planschleift) wird gerade auch für Teile unserer "Sondermaschinen" aus ST37 oder St50 gebrannt. Mir ist jetzt nicht bekannt, das es z.B. bei Grundplatten zu Verzug o.ä. gekommen ist, aber wie "ThoMay" schon schrieb, kann man dann immernoch "spannungsarm glühen". ------------------
Gruß Michael Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
Press play on tape
Ehrenmitglied
Konstrukteur und sonst nix!
Beiträge: 1945
Registriert: 30.04.2007 Creo Elements Direct Modeling 17
|
erstellt am: 28. Mai. 2010 16:09 <-- editieren / zitieren --> Unities abgeben:
Soooooooo Leute, ich bin gerade etwas Klüger geworden Worauf ich natürlich auch noch hinaus wollte ist die Verschleißfestigkeit und da hab ich gerade mit einem Metallographen telefoniert. Ein S235JG bekommt seine Festigkeit oftmals nur durch das Kaltziehen und ist ein stark verunreinigter Stahl für Zug- Druck Belatungen. Verschleißfest ist ein S235JG kaum. Im Gegensatz zu 16MnCr5 oder C45 die auch in ungehärtetem Zustand eine wesentlich höhere Verschleißfestigkeit aufweisen. So hier gehts nun dann doch sehr in den Werkstofftechnik/Metallographischen Bereich und da scheine ich(glaube aber nicht nur ich) etwas verpasst zu haben Er hat mir das noch näher erklärt aber das geht dann vielleicht doch zu weit. Klartext heißt das für mich Standardmäßig sollte doch eher ein legierter Stahl verwendet werden, für irgendwelche Platten(Grundplatten oder Konsolen, Halter usw.) vor allem wenn sie geschweißt werden ist der S235JG od. St 52 der richtige aber das ist hier eher nie notwendig. Bei Hebeln und sonstigem gehts einfach mehr um die Verschleißfestigkeit und natürlich sollten dann Warmgewalzte Rohmaterialien verwendet werden die dann auch noch den Vorteil bei der Bearbeitung aufweisen. [Diese Nachricht wurde von Press play on tape am 28. Mai. 2010 editiert.] Eine Antwort auf diesen Beitrag verfassen (mit Zitat/Zitat des Beitrags) IP |
 Foren auf CAD.de (alle Foren)
Foren auf CAD.de (alle Foren)



 |
|